Search
What Are You Looking For?
Search

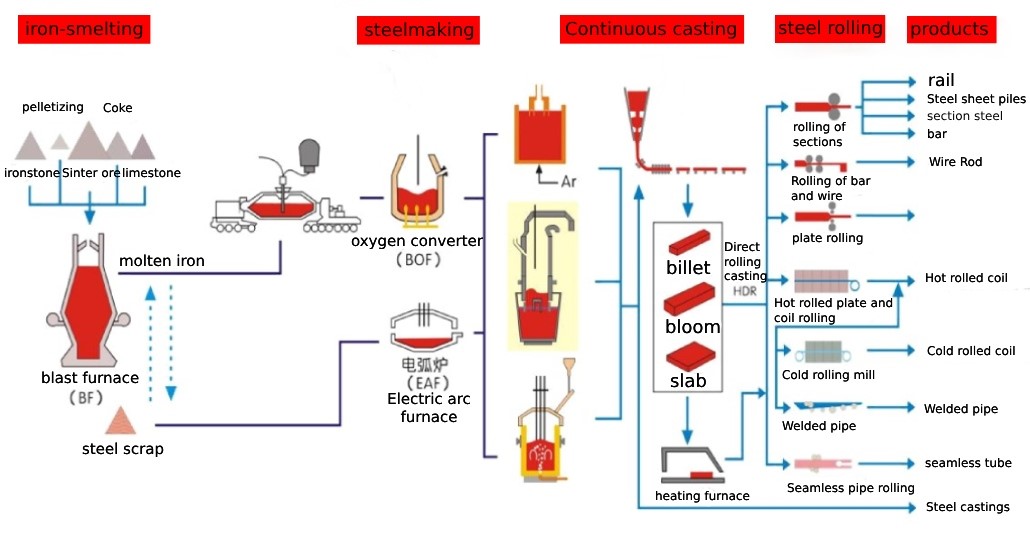
Steel smelting includes many production processes such as ironmaking, steelmaking, and rolling. The smelting process uses combustion gases, inert gases as fuel or protective gases, while also producing a large amount of process gases. Detecting and analyzing the content of these gases is important to optimize production, approve safety control, energy recovery, environmental protection, and energy conservation.
Generally speaking, it takes about 2.1× 107kJ of energy to produce 1 ton of crude steel, which can generate approximately 4.2 × 106kJ blast furnace gas and 1.0 × 104kJ of converter gas. This gas as by-product is approximately 30% -40% of the total energy revenue of steel factory. Therefore, achieving the recycling and reuse of by-product gas can greatly reduce the cost of the steel and metallurgical industry. The value of gas recovery depends on the concentration of energy gases such as CO in the gas, and the online monitoring system for CO and O2 is the key to measuring gas concentration.
Ensure the safety of production
The CO concentration in blast furnace and coke oven gas is relatively high, and its mixed explosion limit in air is 12.5% to 74%. As long as the concentration reaches the explosion limit, it is very easy to explode when encountering open flames. The harmfulness and explosion potential of carbon monoxide are related to its concentration, so gas measurement system must be used for real-time monitoring of CO and O2 in coal gas.
At present, there are more than 20 steel joint factory in China with an annual steel production of 4 to 20 million tons, of which a considerable number of factory have blast furnace gas emissions of 100000 to 300000 m3/H. Based on such emissions, it can be inferred that metallurgical factory can seriously affect the air quality for several kilometers around, causing air pollution. Severe air pollution not only endangers the physical health of surrounding residents, but also deteriorates the ecological environment. In short, the quality of the surrounding environment of metallurgical factory is closely related to the concentration of CO emitted.
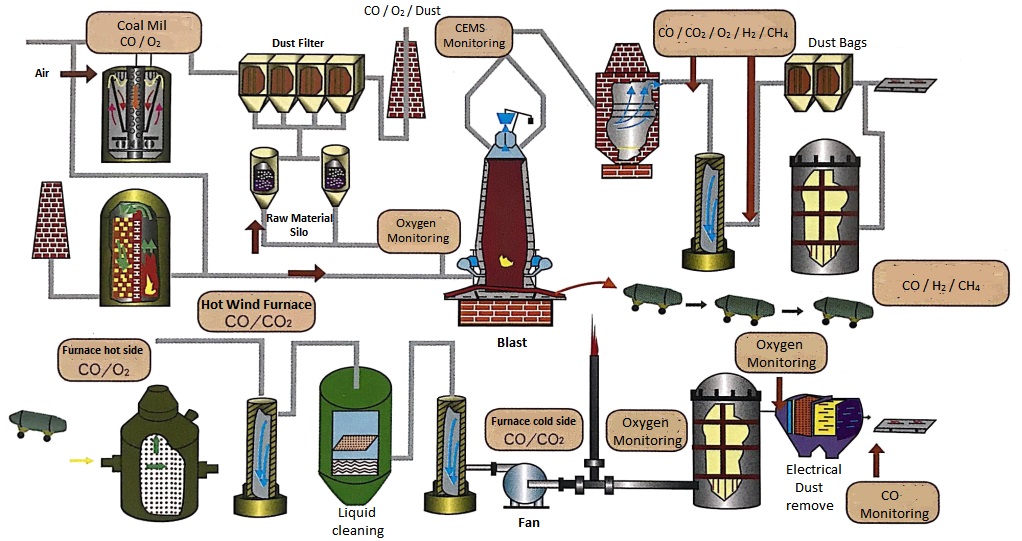
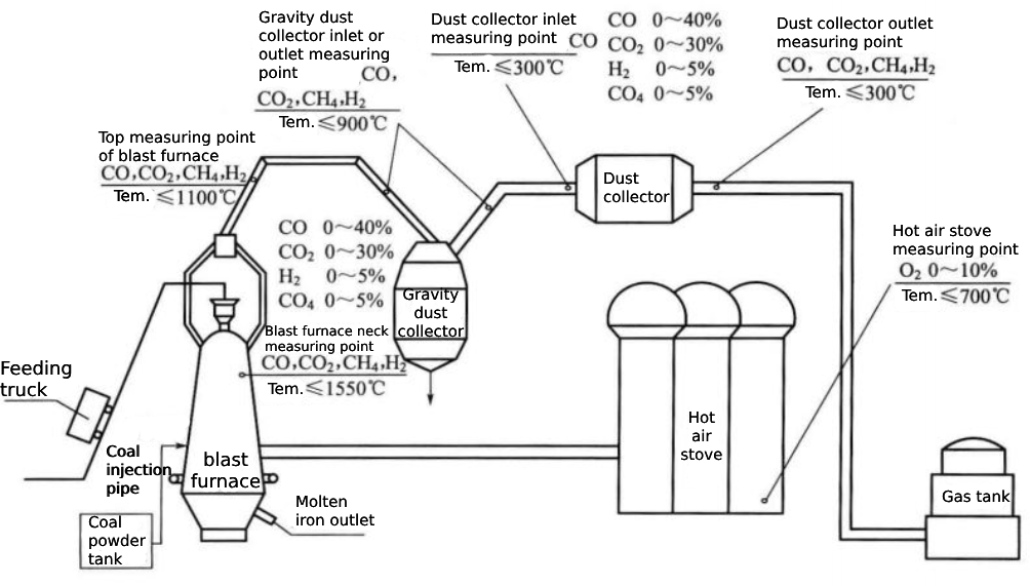
Typical metallurgical process flow and process gas monitoring points:
1. Blast furnace top gas detection system
Blast furnace gas is a byproduct generated during the ironmaking process, with main components including CO20-30%, CO2 15-30%, N2 50-60%, H2 1-3%, CH4, O2, etc. Its calorific value is around 3500kJ/m3. The main function of gas detection is to reduce the emission rate of blast furnace gas, fully utilize blast furnace gas, and is one of the important measures for energy conservation, consumption reduction, and improvement of energy consumption indicators.
2. Online gas analysis system for blast furnace coal injection
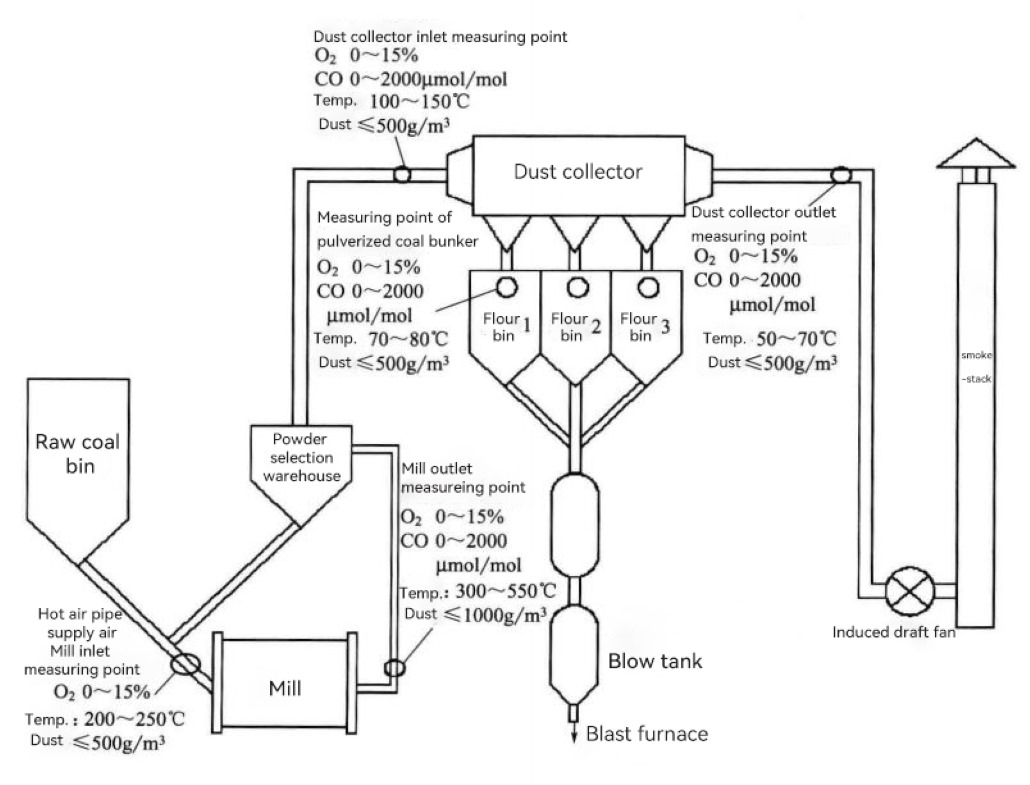
Single point detection and multi-point inspection methods (automatic, manual) can be used.
The multi-point inspection method can use a set of systems to simultaneously detect points such as bag filters, mills, and coal powder silos.
The function of the online gas analysis system for blast furnace coal injection is to prevent the explosion and combustion of coal powder under three conditions: gas concentration, oxidant (O2 concentration), and ignition source. Controlling the concentration of O2 can greatly reduce the risk of explosion and combustion.
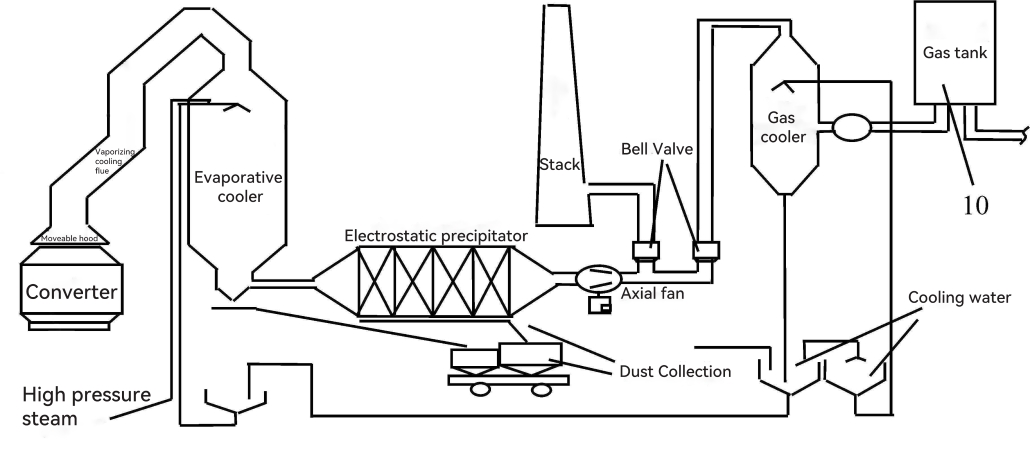
3. Online gas monitoring system for converter gas recovery
The function of converter gas recovery: The efficiency of converter gas recovery is one of the important parameters for measuring energy conservation and consumption reduction in modern steel factory. The main gases and ranges analyzed for converter gas recovery are CO and O2.
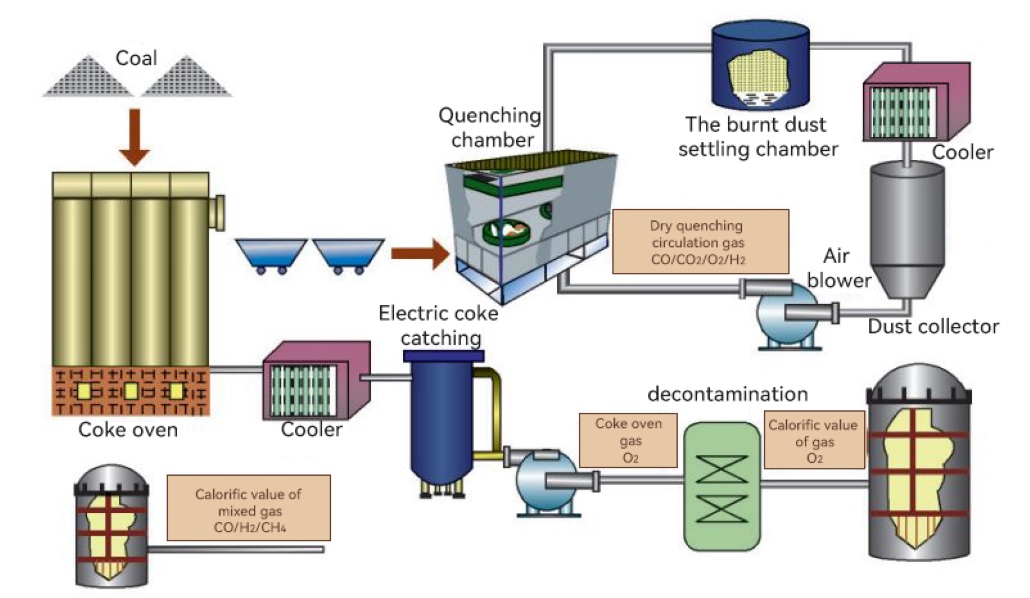
4. Online gas monitoring system for coke oven gas
|
Measurement points |
Gas and range |
Measurement purpose |
|
Before and after electric tar gas capture |
O2 0-5% |
Production safety |
|
Dry quenching circulating fan outlet |
CO 0-10%; H2 0-3%; CO2 0-20% |
Waste heat utilization and energy conservation |
|
Gas pressurization station |
CO 0-30%; CH4 0-20%; H2 0-80% |
Energy Saving |
|
Before and after desulfurization tower |
SO2; O2 |
Environmental protection and process control |
|
Clean gas main pipe |
H2S |
Environmental protection and quality control |
5. EAF arc furnace flue gas monitoring system
During the smelting process of an electric furnace, a large amount of high-temperature dusty flue gas is generated, which carries about 11% of the total energy input into the electric furnace, and some even reach up to 20%. At present, the smoke exhaust treatment facilities inside electric furnaces are still mainly water-cooled, and the waste heat recovery system of electric furnace smoke is still in its initial stage. Both steelmaking electric furnaces and ferroalloy electric furnaces, whether open or closed, use vaporization cooling. In recent years, with the widespread application of waste heat utilization technologies such as high-temperature radiation converter vaporization cooling and heating furnace vaporization cooling in the domestic market, the significant economic and social benefits obtained from the electric furnace flue gas waste heat recovery device will be of great significance for domestic enterprises to save energy, reduce consumption, and improve economic benefits.
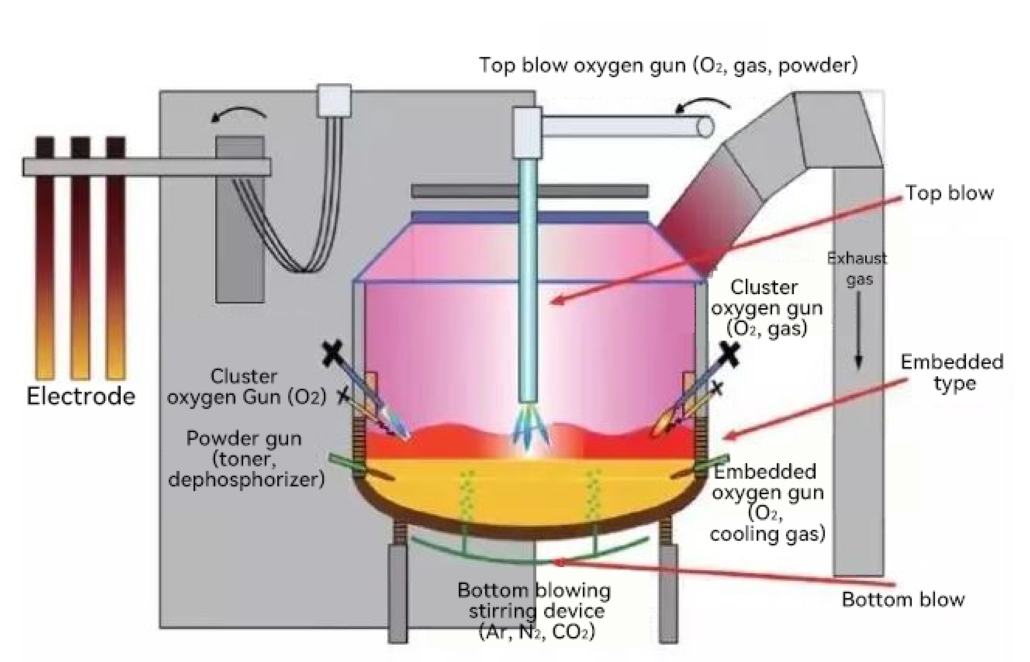
Monitoring the gas inside the flue plays an important role in EAF (electric arc furnace) steelmaking process. The following are some main functions:
The main gases that are usually of concern with conducting gas monitoring in the EAF (electric arc furnace) flue,:
Overall, by monitoring the gas inside the EAF flue, real-time control and optimization of the production process can be achieved, ensuring production safety, environmental protection, and improving production efficiency.
SIGAS SGS Metallurgical Process Gas Analysis System
- Can withstand a dust concentration of 30g/m3;
- Purging, fully automatic EPC blowing technology, can obtain the best blowing flow rate ratio to achieve optimal protection;
- Zero point and self calibration function;
- Equipped with a zero point reference chamber (reducing light source or circuit noise, improving lower limit measurement reliability and stability);
- self calibration technology (calibration free), achieving "calibration free" measurement, significantly reducing the frequency of range calibration and reducing standard gas consumption;
- Probe temperature resistance: -20...+400 ℃;



 IPv6 network supported
IPv6 network supported





 中文
中文